")
Obsah:
- Krok 1: Požadované součásti a materiály
- Krok 2: Tištěné díly
- Krok 3: Rozebrání mechaniky DVD mechaniky Stepper Mechnaism
- Krok 4: Příprava jezdce
- Krok 5: Sestavení posuvných kolejnic pro osu Y
- Krok 6: Sestavení posuvných kolejnic pro osu X
- Krok 7: Zapojení krokových motorů
- Krok 8: Česání osy X a Y
- Krok 9: Elektronika
- Krok 10: Sestavení elektroniky do rámu
- Krok 11: Nastavení proudu krokového ovladače
- Krok 12: Montáž laseru
- Krok 13: Připravte se
- Krok 14: Firmware GRBL
- Krok 15: Software pro odeslání G-CODE
- Krok 16: Vylepšení systému
- Krok 17: Gravírování do dřeva
- Krok 18: Řezání tenkého papíru
- Krok 19: Řezání vinylu a výroba vlastních samolepek
- Autor John Day day@howwhatproduce.com.
- Public 2024-01-30 08:22.
- Naposledy změněno 2025-01-23 14:38.

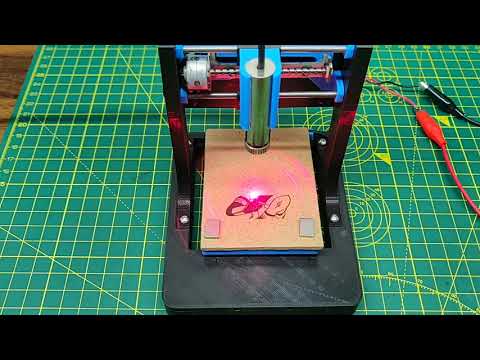

Toto je instruktáž o tom, jak jsem remixoval svůj starý CNC laserový rytec a vytvořil stabilní verzi laserového CNC rytce na bázi Arduina a řezačky tenkého papíru pomocí starých jednotek DVD a 250mW laseru.
Stará verze mého CNC:
Stará verze nebyla příliš stabilní a kvůli nerovným částem se trochu kymácela, proto jsem se rozhodl vytvořit její stabilní verzi pomocí 3D tištěných dílů. Díky čemuž jsem dosáhl vynikajících výsledků v laserovém gravírování i ve velmi malých detailech, tento stroj je zárukou dobré práce. Podrobnosti můžete vidět v oku vyrytého obrázku.
Hrací plocha je max. 40 mm x 40 mm.
Krok 1: Požadované součásti a materiály
- Arduino Nano (s kabelem USB)
- 2x mechanika krokového mechaniky DVD
- 2x modul ovladače krokového motoru A4988 (nebo štít GRBL)
- 250 mW laser s nastavitelným objektivem (nebo vyšším)
- Minimální napájení 12v 2A
- 1x IRFZ44N N-KANÁL Mosfet
- 1x 10k odpor
- 1x odpor 47 ohmů
- 1x regulátor napětí LM7805 (s chladičem)
- Prázdná deska plošných spojů
- Záhlaví mužů a žen
- 2,5 mm JST ve stylu XH
- 2pin konektor samec
- 1x 1000uf 16v kondenzátor propojovací kabely
- 8x malé neodymové magnety (které jsem zachránil z mechanismu čoček DVD)
- 1x 2pinový konektor se šroubovacím svorkovnicí
- Kravaty na zip (100 mm)
- Super lepidlo
- 6x šrouby M3x12
- 8x šrouby M2x5
- Laserové ochranné brýle
„V tomto projektu jsou nutné LASEROVÉ BEZPEČNOSTNÍ BRÝLE“.
Krok 2: Tištěné díly

Soubory STL, viz přiložený soubor nebo přejděte na:
Všechny díly jsou vytištěny v materiálu ABS.
Nastavení tisku: Výška vrstvy: 0,2 mm
Výplň: <25%
Podporuje: Ne
Krok 3: Rozebrání mechaniky DVD mechaniky Stepper Mechnaism


Jsou vyžadovány dva mechanismy ovladače DVD, jeden pro osu X a druhý pro osu Y. Pomocí malého šroubováku s křížovou hlavou jsem odstranil všechny šrouby a odpojil krokový motor, posuvné kolejnice a kladičku. Krokové motory jsou 4pólové bipolární krokové motory.
Malé rozměry a nízké náklady na motor DVD znamenají, že od motoru nemůžete očekávat vysoké rozlišení. To zajišťuje vodicí šroub. Také ne všechny takové motory dělají 20 kroků/ot. 24 je také běžná specifikace. Budete muset vyzkoušet svůj motor, abyste zjistili, co dělá.
Postup pro výpočet rozlišení krokového motoru jednotky CD:
K měření rozlišení krokového motoru jednotky CD/DVD byl použit digitální mikrometr. Byla změřena vzdálenost podél šroubu. Celková délka šroubu pomocí mikrometru, která se ukázala být 51,56 mm. K určení hodnoty svodu, což je vzdálenost mezi dvěma sousedními závity na šroubu. V této vzdálenosti bylo napočítáno 12 vláken. Vývod = vzdálenost mezi sousedními závity = (celková délka / počet nití = 51,56 mm) / 12 = 4,29 mm / ot. Úhel kroku je 18 stupňů, což odpovídá 20 krokům/otáčku. Nyní, když jsou k dispozici všechny potřebné informace, lze rozlišení krokového motoru vypočítat následujícím způsobem: Rozlišení = (vzdálenost mezi sousedními závity)/(N kroků/ot) = (4,29 mm/ot)/(20 kroků/ot) = 0,214 mm/krok. To je 3krát lepší požadované rozlišení, což je 0,68 mm/krok.
Krok 4: Příprava jezdce



Pomocí Super Glue jsem slider a vodítko slepil do jedné části. Pružina je připevněna tak, aby udržovala napětí mezi vodítkem a vodicím šroubem, aby se zabránilo černým řasám.
Krok 5: Sestavení posuvných kolejnic pro osu Y



Před sestavením posuvníku do základny jsem do desky X nalepil 4x malé neodymové magnety (které jsem zachránil z mechanismu čočky DVD). Tyto magnety pomáhají držet obrobek na pracovišti.
Hladká tyč udrží posuvný mechanismus nedotčený k základně.
Krok 6: Sestavení posuvných kolejnic pro osu X



Zde jsem pomocí super lepidla a šroubu připevnil vodicí mechanismus k plášti laseru.
Pomocí šroubů připevněte krokový motor na místo a poté zasuňte hladké tyče a vodicí část do daných otvorů, přičemž mějte na paměti, že se jezdec pohybuje volně, ne příliš tvrdě. A připevnil k němu sloupky bočního rámu.
Krok 7: Zapojení krokových motorů



U krokových motorů jsem použil starý kabel USB, protože má 4 vodiče uvnitř a je na něm kryt a je flexibilnější a lépe se s ním pracuje.
Pomocí režimu spojitosti v multimetru určete 2 cívky, cívky A a cívky B.
Vytvořil jsem 2 páry drátu výběrem barev, jeden pár pro cívku A a druhý pro cívku B.
Pájejte je a použijte na ně smršťovací trubici.
Krok 8: Česání osy X a Y


Pomocí 4x šroubů M3x12 spojili základnu a dva boční rámy do jedné sestavy.
Krok 9: Elektronika



DÍLY POUŽITÉ PRO ŘIDIČE JSOU:
- Arduino Nano.
- 2x Ovladače krokových motorů A4988.
- 1x N-KANÁLOVÝ MOSFET IRFZ44N.
- 1x LM7805 Regulátor napětí s chladičem.
- 1x 47ohm a 1x 10k odpor.
- 1x 1000uf 16V kondenzátor.
- 1 x 2,5 mm 2kolíkový konektor JST XH-Style 2pin.
- Kolíky záhlaví MUŽE a ŽENY.
- 1x (20 mm x 80 mm prázdná deska plošných spojů).
V GRBL jsou vyhrazeny digitální a analogové piny Arduina. Kolík 'Step' pro osy X a Y je připojen k digitálním kolíkům 2, respektive 3. Kolík „Dir“pro osy X a Y je připojen k digitálním kolíkům 5 a 6. D11 je pro laserovou aktivaci. Arduino je napájeno kabelem USB. A4988 Ovladače prostřednictvím externího zdroje napájení. Všechna společná zemní spojení. VDD A4988 jsou připojeny k 5V Arduina. Laser, který jsem použil, běží na 5V a má zabudovaný obvod konstantního proudu. Pro konstantní 5V zdroj z externího napájecího zdroje je použit regulátor napětí LM7805. Chladič je povinný. N-CHANNEL MOSFET IRFZ44N funguje jako elekronický spínač, když přijímá digitální vysoký signál z pinu D11 Arduina. POZNÁMKA: 5 V z Arduino nano nelze použít, protože laser čerpá více než 250 mA a Arduino Nano není schopno dodávat tolik proudu.
Konfigurace mikro krokování pro každou osu.
MS0 MS1 MS2 Rozlišení mikrokroku.
Nízká Nízká Nízká Plný krok Vysoká Vysoká Nízká Nízká Půlkrok.
Low High Low Quarter step.
Vysoká Vysoká Nízká Osmý krok.
Vysoká Vysoká Vysoká Šestnáctý krok.
Tři kolíky (MS1, MS2 a MS3) slouží k výběru jednoho z pěti krokových rozlišení podle výše uvedené tabulky pravdivosti. Tyto piny mají interní stahovací odpory, takže pokud je necháme odpojené, deska bude pracovat v režimu plného kroku. Konfiguraci 16. kroku jsem použil pro hladký a bezhlučný provoz. Většina (ale rozhodně ne všechny) krokové motory dělají 200 úplných kroků za otáčku. Vhodným řízením proudu v cívkách je možné uvést motor do pohybu v menších krocích. Pololu A4988 dokáže rozpohybovat motor v 1/16 krocích - nebo 3 200 krocích na otáčku. Hlavní výhodou mikrokroku je snížení drsnosti pohybu. Jedinými zcela přesnými polohami jsou pozice v plném kroku. Motor nebude schopen držet stacionární polohu v jedné z mezipoloh se stejnou přesností polohy nebo se stejným přídržným momentem jako v polohách plného kroku. Obecně platí, že když jsou požadovány vysoké rychlosti, měly by být použity úplné kroky.
Krok 10: Sestavení elektroniky do rámu


Namontujte desku ovladače na zadní desku pomocí 2 šroubů M2 a k rámu stroje pomocí 2 šroubů M3x12. Zapojeno připojení pro krokové motory X, Y a laser.
Krok 11: Nastavení proudu krokového ovladače


Aby se dosáhlo vysokých krokových rychlostí, je napájení motoru obvykle mnohem vyšší, než by bylo přípustné bez omezení aktivního proudu. Například typický krokový motor může mít maximální jmenovitý proud 1A s odporem cívky 5Ω, což by indikovalo maximální napájení motoru 5 V. Použití takového motoru s 12 V by umožnilo vyšší krokové rychlosti, ale proud musí aktivně omezit na méně než 1A, aby nedošlo k poškození motoru. A4988 podporuje takové aktivní omezení proudu a k nastavení aktuálního limitu lze použít potenciometr trimru na desce. Jedním ze způsobů, jak nastavit proudový limit, je přepnout ovladač do plného kroku a měřit proud procházející jedinou motorovou cívkou bez taktování vstupu STEP. Naměřený proud bude 0,7násobek proudového limitu (protože obě cívky jsou vždy zapnuté a omezené na 70% nastavení aktuálního limitu v režimu plného kroku). Mějte na paměti, že změnou logického napětí Vdd na jinou hodnotu se změní nastavení proudového limitu, protože napětí na pinu „ref“je funkcí Vdd. Dalším způsobem, jak nastavit proudový limit, je změřit napětí přímo na potenciometru a vypočítat výsledný proudový limit (rezistory snímající proud jsou 0,1Ω). Proudový limit se vztahuje k referenčnímu napětí následovně: Proudový limit = VREF × 1,25 Pokud je tedy například referenční napětí 0,6 V, je proudový limit 0,75 A. Jak bylo uvedeno výše, v režimu plného kroku je proud přes cívky omezen na 70% aktuálního limitu, takže pro získání proudu krokového cívky 1A by měl být proudový limit 1A/0,7 = 1,4A, což odpovídá na VREF 1,4A/1,25 = 1,12 V. Další informace viz datový list A4988. Poznámka: Proud cívky se může velmi lišit od proudu napájecího zdroje, takže byste neměli používat proud měřený na napájecím zdroji k nastavení proudového limitu. Vhodným místem pro umístění vašeho aktuálního měřiče je série s jednou z vašich cívek krokových motorů.
Krok 12: Montáž laseru



Laser, který jsem použil, je Focusable Laser Module 200-250mW 650nm. Vnější kovové pouzdro funguje jako chladič pro laserovou diodu. Má zaostřovací čočku pro úpravu laserových bodů. Připojte terminál laserového drátu k laserové zásuvce na desce řidiče.
Jeden můžete získat zde.
Krok 13: Připravte se


Pomocí čtyř malých neodymových magnetů zajistěte pracovní díl na pracovním lůžku a nastavte osu X a Y do výchozí polohy (domov). Zapněte desku ovladače pomocí externího zdroje napájení a Arduino Nano do počítače kabelem USB A na USB Mini B.
Desku také napájejte z externího zdroje napájení.
BEZPEČNOST PRVNÍ. BEZPEČNOSTNÍ SKLA LASERU JE POTŘEBNÉ
Krok 14: Firmware GRBL



- Stáhněte si GRBL zde
- Extrahujte na plochu složku grbl-master, najdete ji v souboru master.zip
- Spusťte Arduino IDE
- Z nabídky panelu aplikací vyberte: Skica -> #include Library -> Přidat knihovnu ze souboru. ZIP
- Vyberte složku grbl, kterou najdete ve složce grlb-master, a klikněte na Otevřít
- Knihovna je nyní nainstalována a software IDE vám zobrazí tuto zprávu: Knihovna je přidána do vaší knihovny. Zkontrolujte nabídku „Zahrnutí knihoven“.
- Poté otevřete příklad s názvem „nahrání grbl“a nahrajte jej na svoji desku arduino.
Krok 15: Software pro odeslání G-CODE



Také potřebujeme software pro odesílání G-kódu na CNC, pro který jsem použil LASER GRBL
LaserGRBL je jedním z nejlepších Windows GCode streamerů pro DIY Laser Engraver. LaserGRBL je schopen načíst a streamovat cestu GCode do arduina a také gravírovat obrázky, obrázky a logo pomocí interního nástroje pro převod.
LASER GRBL Stáhnout.
LaserGRBL neustále kontroluje, zda jsou na počítači dostupné porty COM. Seznam portů vám umožňuje vybrat port COM, ke kterému je připojena vaše řídicí deska.
Vyberte prosím správnou přenosovou rychlost pro připojení podle konfigurace firmwaru vašeho stroje (výchozí 115200).
Nastavení Grbl:
$$ - Zobrazit nastavení Grbl
Chcete -li zobrazit nastavení, zadejte $$ a po připojení ke Grbl stiskněte klávesu Enter. Grbl by měl odpovědět seznamem aktuálních nastavení systému, jak ukazuje příklad níže. Všechna tato nastavení jsou trvalá a uchovávají se v paměti EEPROM, takže pokud je vypnete, tato se načtou zpět při příštím zapnutí Arduina.
$ 0 = 10 (krokový puls, usec)
$ 1 = 25 (zpoždění kroku nečinnosti, ms)
$ 2 = 0 (maska invertování krokového portu: 00000000)
$ 3 = 6 (maska invertování portu dir: 00000110)
$ 4 = 0 (krok povolit invert, bool)
5 $ = 0 (omezení pinů invertovat, bool)
6 $ = 0 (invertování kolíku sondy, bool)
10 $ = 3 (maska zprávy o stavu: 00000011)
11 $ = 0,020 (odchylka křižovatky, mm)
$ 12 = 0,002 (tolerance oblouku, mm)
13 $ = 0 (přehled palců, bool)
20 $ = 0 (měkké limity, bool)
21 $ = 0 (tvrdé limity, bool)
$ 22 = 0 (cyklus navádění, bool)
$ 23 = 1 (maska invertování homing dir: 00000001)
24 $ = 50 000 (naváděcí posuv, mm/min)
$ 25 = 635 000 (hledání navádění, mm/min)
26 $ = 250 (úvodní debounce, ms)
27 $ = 1 000 (navíjecí navádění, mm)
100 $ = 314,961 (x, krok/mm)
101 $ = 314,961 (y, krok/mm)
102 $ = 314,961 (z, krok/mm)
110 $ = 635 000 (x maximální rychlost, mm/min)
111 $ = 635 000 (maximální rychlost y, mm/min)
112 $ = 635 000 (maximální rychlost z, mm/min)
120 $ = 50 000 (x zrychlení, mm/s^2)
121 = 50 000 (y accel, mm/sec^2)
122 $ = 50 000 (z zrychlení, mm/s^2)
130 $ = 225 000 (x maximální zdvih, mm)
131 $ = 125 000 (maximální zdvih y, mm)
132 $ = 170 000 (maximální zdvih z, mm)
Krok 16: Vylepšení systému



Zde přichází nejtěžší část projektu.
-Nastavení laserového paprsku na nejmenší možný bod na obrobku. Toto je nejtřískavější část, která vyžaduje čas a trpělivost pomocí metody stop a chyb.
-Vymazání nastavení GRBL na 100, 101, 130, 130 a 131 USD
Moje nastavení pro GRBL je 100 $ = 110 000
$101=110.000
$130=40.000
$131=40.000
Zkusil jsem vygravírovat čtverec o stranách 40 mm a po tolika chybách a vyladění nastavení grbl dostanu správnou 40 mm čáru vyrytou z osy X i Y. Pokud není rozlišení osy X a Y stejné, obrázek se změní v obou směrech.
Mějte na paměti, že ne všechny krokové motory z disků DVD jsou stejné.
Je to zdlouhavý a časově náročný proces, ale výsledky jsou po vylepšení tak uspokojivé.
Uživatelské rozhraní LaserGRBL.
- Ovládání připojení: zde můžete vybrat sériový port a správnou přenosovou rychlost pro připojení podle konfigurace firmwaru grbl.
- Ovládání souborů: ukazuje průběh načítaného souboru a rytí. Zelené tlačítko „Přehrát“spustí spuštění programu.
- Ruční příkazy: zde můžete zadat libovolný řádek G-kódu a stisknout „Enter“. Příkazy budou zařazeny do fronty příkazů.
- Protokol příkazů a návratové kódy příkazů: zobrazují zařazené příkazy a stav a chyby jejich provádění.
- Jogging control: umožňuje ruční polohování laseru. Levý svislý posuvník ovládá rychlost pohybu, pravý posuvník ovládá velikost kroku.
- Náhled gravírování: tato oblast zobrazuje náhled finální práce. Během gravírování ukazuje malý modrý kříž aktuální polohu laseru za běhu.
- Grbl reset/homing/unlock: tato tlačítka odesílají příkaz soft-reset, homing a unlock na grbl board. Na pravé straně tlačítka pro odemčení můžete přidat některá uživatelsky definovaná tlačítka.
- Feed hold and resume: this buttons can suspend and resume program execution receiving Feed Hold or Resume command to grbl board.
- Počet řádků a projekce času: LaserGRBL dokázal odhadnout dobu spuštění programu na základě skutečné rychlosti a průběhu úlohy.
- Přepisuje stav a ovládání: zobrazuje a mění skutečnou rychlost a přepsání výkonu. Přepsání je nová funkce grbl v1.1 a ve starší verzi není podporována.
Krok 17: Gravírování do dřeva




Rastrový import vám umožňuje načíst obrázek jakéhokoli druhu do LaserGRBL a převést jej podle pokynů GCode bez potřeby dalšího softwaru. LaserGRBL podporuje fotografie, kliparty, kresby tužkou, loga, ikony a snaží se udělat to nejlepší s jakýmkoli typem obrázku.
Lze jej vyvolat z nabídky „Soubor, Otevřít soubor“výběrem obrázku typu jpg,-p.webp
Nastavení pro gravírování je u všech materiálů jiné.
Definujte rychlost gravírování na mm a řádky kvality na mm Připojené video je časová prodleva celého procesu.
Krok 18: Řezání tenkého papíru

Tento 250mW laser je také schopen řezat tenké papíry, ale rychlost by měla být velmi nízká, tj. Ne více než 15 mm/min a laserový paprsek by měl být správně nastaven.
Video Attached je časová prodleva celého procesu.
Krok 19: Řezání vinylu a výroba vlastních samolepek


Vyrobil jsem vlastní vinylovou nálepku. Rychlost strávníka se mění s ohledem na barvu použitého vinylu.
S tmavými barvami se snadno pracuje, zatímco se světlejšími barvami je to složité.
Výše uvedené obrázky ukazují, jak používat vinylové nálepky vyrobené pomocí CNC.
Mějte však na paměti, že hořící vinyl uvolňuje rakovinotvorné výpary. Opravdu páchnou.
♥ Zvláštní poděkování vývojářům GRBL:)
Doufám, že se vám tento projekt líbil, pokud máte nějaké dotazy, dejte mi vědět v komentářích, rád bych viděl i fotografie vašich CNC strojů!
Dík!! za vaši podporu.
Doporučuje:
Rytec Apple Barcode (Photonics Hackathon Phablabs): 3 kroky
: 3 kroky")
Rytec Apple Barcode (Photonics Hackathon Phablabs): Ahoj všichni, v rámci naší výzvy Phablabs Photonics jsme byli požádáni, abychom vytvořili zařízení schopné nahradit samolepky na ovoci. Také nesnášíte ovocné nálepky? A chtěli byste provést změnu šetrnou k životnímu prostředí? Pak bychom chtěli přidat
CNC 500mW laserový rytec: 9 kroků

CNC 500mW laserový rytec: Vytvořil: David Tang Tato příručka vás provede montáží a nastavením CNC 500mW laserového rytce od společnosti Lee's Electronics Components. Všechny díly použité v této příručce jsou součástí sady a některé náhradní díly lze zakoupit za
DIY levný a robustní laserový rytec: 15 kroků (s obrázky)
")
DIY levný a robustní laserový rytec: V tomto návodu vám ukážu, jak jsem vyrobil vlastní laserový rytec pro kutily za velmi levné ceny. Také většina dílů je buď zachráněna ze starých věcí, nebo jsou velmi levné. Jedná se o velmi zajímavý projekt pro každého milovníka elektroniky. Tento rytec s
DIY 3D tištěný laserový rytec s přibl. Gravírovací plocha 38 x 29 cm: 15 kroků (s obrázky)
")
DIY 3D tištěný laserový rytec s přibl. Oblast gravírování 38 x 29 cm: Slovo předem: Tento projekt využívá laser s velkým množstvím vyzařovaného výkonu. To může být velmi škodlivé pro různé materiály, vaši pokožku a zvláště vaše oči. Buďte tedy při používání tohoto stroje opatrní a pokuste se zablokovat každý přímý
Mini CNC laserová rytec dřeva a laserová řezačka papíru .: 18 kroků (s obrázky)
")
Mini CNC laserový rytec do dřeva a laserový řezač papíru: Toto je návod, jak jsem pomocí starých DVD mechanik, 250 mW laseru vyrobil laserový CNC rytec do dřeva na bázi Arduina a řezačku tenkého papíru. Hrací plocha je max. 40 mm x 40 mm. Není zábavné vyrábět vlastní stroj ze starých věcí?